摘要:在分析钢铁在自然环境锈蚀机理及特点的基础上,研究脉冲激光清洗工艺对锈蚀的影响。本文并没有从传统的激光工艺参数(频率、功率、单脉冲能力等)出发进行分析,而是从激光与材料耦合作用角度研究激光工艺对清洗锈蚀的影响,其结论更具普适性,并不局限于特定的某种激光器。
关键词:激光清洗 激光与材料耦合作用
1. 导言
随着在我国环境保护法规要求越来越严格、人们环保和安全意识日益增强,传统清洗工业的诸多缺点越来越明显。而激光清洗具有更清洁、非接触、高效灵活和适用于各种材质的物体等清洗特点,被认为是最可靠、最有效的解决办法。
各类金属表面与其周围介质发生化学或电化学反应,使金属遭到腐蚀破坏。金属腐蚀是一种资源浪费,其程度是非常惊人的。各种金属的腐蚀中,以铁的腐蚀最为严重,世界上每年因腐蚀造成的钢铁损失占钢铁总量的1/5~1/4。目前国内外对激光清洗锈蚀方面的研究较多。自激光器发明后,激光清洗设想就被提出,近年来,国内也陆续开展了有关激光除锈的研究工作,并取得了有益的进展。干式激光清洗的效率低于湿式清洗,但由于湿式清洗引入液膜,进而造成工艺的稳定性较低,工业应用不够灵活,如处理不当,会造成二次腐蚀等因素,干式激光清洗的研究对于工业化推广而言更为重要。
本文从材料与激光耦合作用角度出发,探讨激光清洗工艺对碳钢板锈蚀去除的影响,进而指导实践,同时为清洗用激光器的发展方向进行有益探索。


2.激光清洗锈蚀机理
从金属锈蚀清洗的角度考虑,修饰层与基体属于同质层,膜层材料中含有基底层元素、或者是基底层的派生物,即各种腐蚀产物或衰变产物。使用激光方式进行去除,其主要清洗机制为气化机制,在激光能量密度达到锈蚀层的烧蚀阈值后实现清洗作用。具体去除方式分为直接气化和反冲压力两种。
钢铁在大气环境中生成的铁锈属缝隙腐蚀,在钢铁基体表面形成一层疏松多孔的氧化皮,无法起到封闭保护作用。水、氧气及其它气体的渗入,使基体不断被锈蚀。然而基于钢铁锈层的这种特点,为激光去除锈蚀创造了便利。
本质上金属材料锈蚀激光清洗属于物理去除,主要是通过锈层汽化、锈层与基体存在温度梯度诱导界面处产生热应力、锈层间隙的气相或液相受热产生膨胀力等共同作用下,汽化分解和间隙相膨胀破裂交替进行,锈层厚度逐渐减小,最终实现清除锈蚀效果。
3.实验过程
3.1样品准备
材质 | Q235板材 |
尺寸(mm) | 6×100×200 |
锈蚀厚度 | 0.4mm |
3.2设备准备
(1)100W脉冲光纤激光器
3.3光斑尺寸测试
参数:8000mm/s,100%功率;
频率:65KHZ,填充间距2mm;
光斑测试基材:镜面不锈钢,采用二次元设备进行测量。
3.4 实验方案
从激光与材料耦合作用的本质角度出发,可能影响锈蚀清洗效率及效果的因素有:功率密度(能量密度)、光斑大小、光强分布、光斑重叠率、脉冲宽度(单脉冲作用时间),脉冲波形。
针对上述激光清洗机,脉冲宽度、脉冲波形及光强分布均已固定,所以主要从功率密度(能量密度)、光斑大小,光斑重叠率方面进行实验测试,研究各种因素如何影响脉冲激光清洗锈蚀的清洗效率及清洗效果。
4. 实验结果
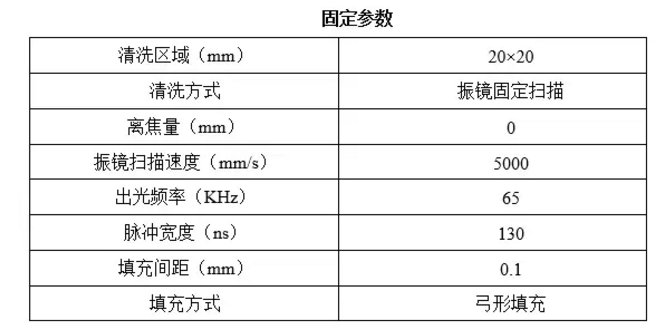
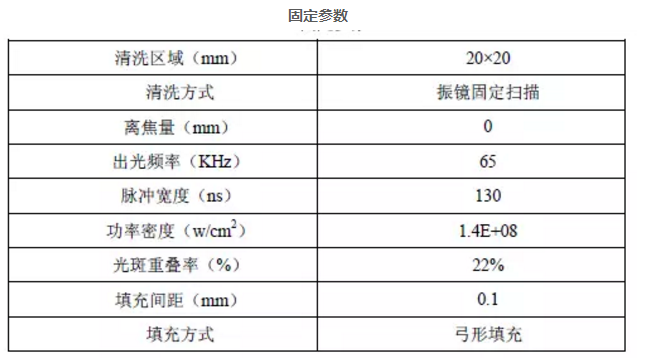
4.1功率密度对清洗的影响固定参数
峰值功率
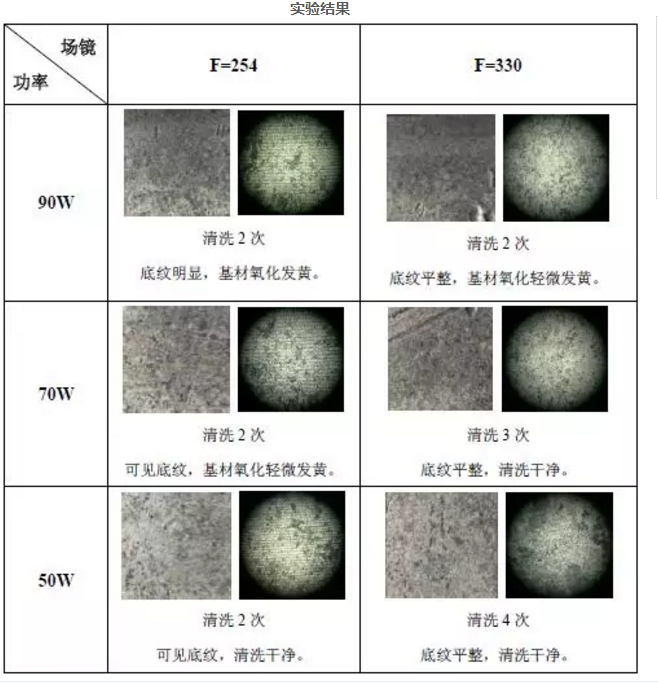
根据光斑尺寸测试,F=254下聚焦光斑尺寸0.085mm,F=330下聚焦光斑尺寸0.1mm。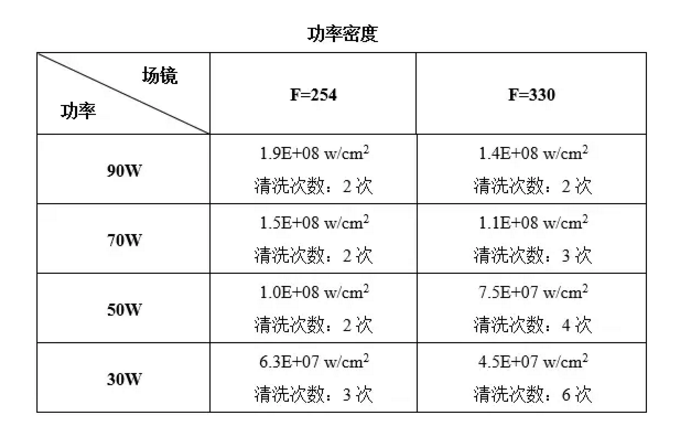
总结:
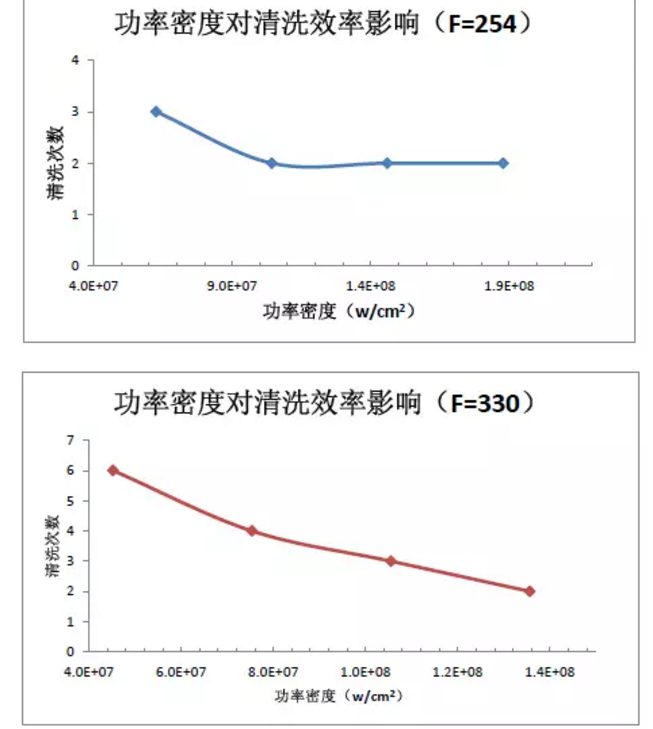
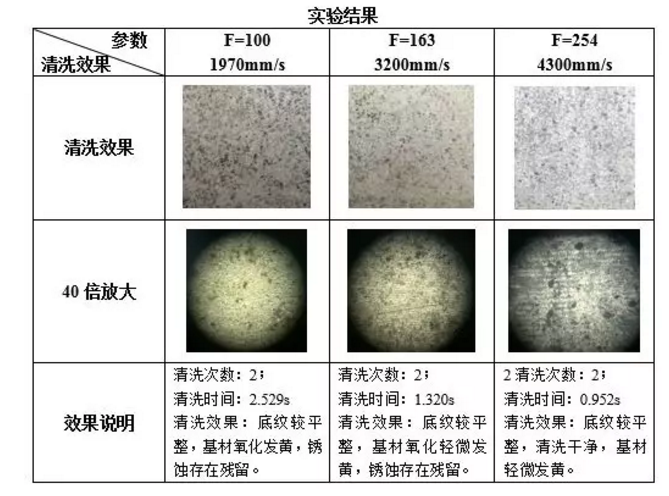
清洗效率
(1)随着功率密度提高,锈层清除所需清洗次数(时间)近乎成比例下降,当功率密度达到某一阀值(约1.4E+08 w/cm2)时,功率密度继续提高,清洗效率不再提升;
(2)该测试表明,功率密度为4.5E+07 w/cm2,六次清洗不能使锈层清洗干净,继续清洗,对于该厚度锈层,可粗略认为该功率密度附近为锈层清洗阀值下限。
清洗效果
(1)场镜F=254下清洗条纹较场镜F=330明显,这是由于场镜F=254焦点大小为0.085mm,小于设定填充间隙0.1mm造成的;
(2)实验表明:在锈蚀清洗干净的基础上,不损伤基材的功率密度范围约为7.5E+07 w/cm2~1.5E+08 w/cm2。
4.2光斑大小对清洗的影响
固定参数
总结:
(1)排除光斑重叠率与功率密度影响,可见光斑尺寸与清洗次数无关;保持功率密度及光斑重叠率不变,光斑尺寸越大,即可提通过升扫描速度及填充间距,进而提升清洗效率;
(2)随着光斑尺寸变大,清洗效率线性提高,锈蚀残留量越来越少,基材氧化越来越轻。小光斑时,一方面可能是基材表面熔化,局部锈蚀层融入基材;另一方面慢速下基材温度上升较高,即基材与锈蚀层温度梯度减小,进而在基材与锈蚀层分界面处热膨胀应力减小,去除能力变弱。以上两方面综合导致清洗能力下降。
4.3 光斑重叠率对清洗的影响
固定参数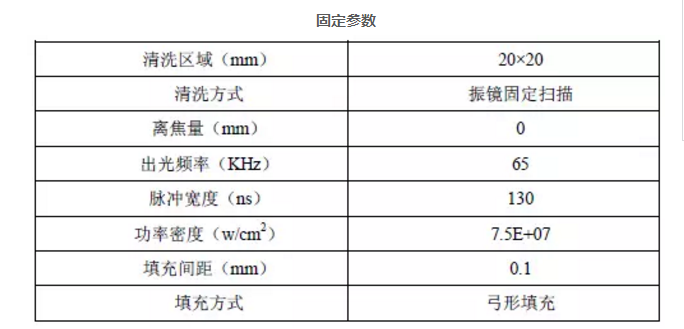
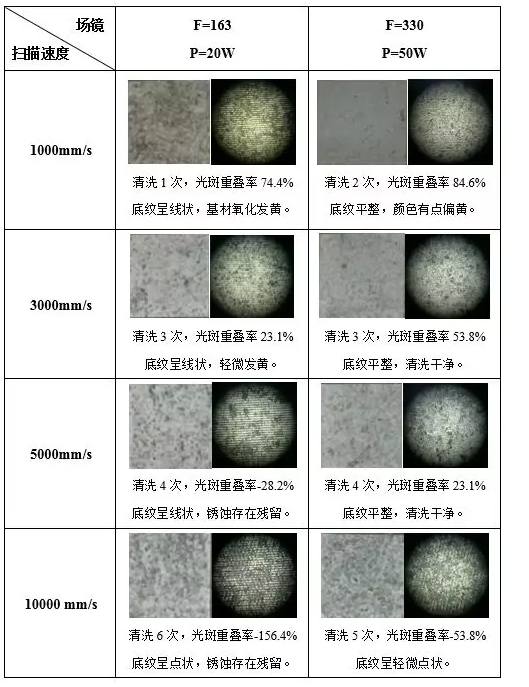
实验结果
总结:
(1)采用场镜F=163时,由于光斑直径为0.063mm,填充间距为0.1mm,所以底纹条纹状显著;场镜F=330时,光斑直径等于填充间距,故底纹条纹状不明显;
(2)光斑重叠率较低时,由于扫描区域存在小块未清洗区域(出现点状底纹),进而出现锈蚀层残留;重叠率较高时,由于光脉冲的累计热效应,基材出现氧化发黄;
(3)实验表明锈蚀清洗干净,且基材不出现明显氧化的重叠率范围约为:20%~50%(理论计算圆形光斑覆盖清洗区域的最小重叠率为25%)。在足够的功率密度时,综合清洗效果及效率,工艺设置时应使光斑重叠率>20%即可。
5. 结论
(1)随着功率密度提高,锈层清除效率成比例提高,当功率密度达到某一阀值(约1.4E+08 w/cm2)时,功率密度继续提高,在锈蚀清洗干净的基础上,不损伤基材的功率密度范围约为7.5E+07 w/cm2~1.5E+08 w/cm2。;
(2)在功率密度、光斑重叠率确定时,清洗光斑尺寸与清洗次数无关,即单次去除厚度不变;光斑尺寸越大,即可提通过升扫描速度及填充间距,一方面提升清洗效率,另一方面,清洗速度提升使基材热累积降低,基材表面氧化情况得到改善,去除能力变强;
(3)实际进行清洗时,应根据清洗光斑大小,合理确定填充间距,避免清洗后底纹不平整情况出现;
(4)光斑重叠率较低时,由于扫描区域存在小块未清洗区域(出现点状底纹),进而出现锈蚀层残留;重叠率较高时,由于光脉冲的累计热效应,基材出现氧化发黄;
(5)实验表明锈蚀清洗干净,且基材不出现明显氧化的重叠率范围约为:20%~50%(理论计算圆形光斑覆盖清洗区域的最小重叠率为25%)。在功率密度合适时,综合清洗效果、效率因素,制定清洗工艺时,应使光斑重叠率>20%即可。
 地址:江苏省丹阳市云阳街道南三环路丹阳高新技术创新园A3
地址:江苏省丹阳市云阳街道南三环路丹阳高新技术创新园A3 邮箱:zf@zhufenglaser.com
邮箱:zf@zhufenglaser.com 网址:www.zhufenglaser.com
网址:www.zhufenglaser.com 电话:18112838848(葛经理)
电话:18112838848(葛经理)